��ʽ�����
����������50-1000T/H
�������ȣ���1200mm
�������ϣ�ʯ��ʯ����ʯ���е�Ӳ������
Ӧ�÷�Χ����ɽ��ˮ�ࡢú̿��ұ�𡢽��ġ���·����·��ˮ��վ
 ��ȡ����
��ȡ����
 400-700-2111
400-700-2111
60s����Ӧ��
30min��
24h���Ʒ���

����������50-1000T/H
�������ȣ���1200mm
�������ϣ�ʯ��ʯ����ʯ���е�Ӳ������
Ӧ�÷�Χ����ɽ��ˮ�ࡢú̿��ұ�𡢽��ġ���·����·��ˮ��վ
��ȡ����
400-700-2111
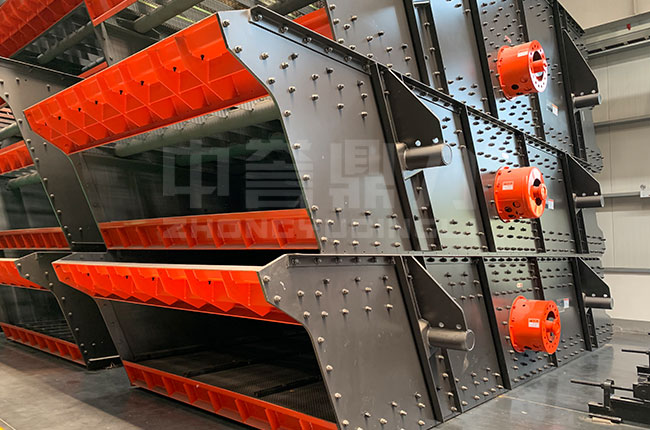
�ڴ�����ˮ�����������ʱ����ʽ������Ľ�����ۺͳİ���䱸����װ�ã���ֹ���ϵ�ճ�ᡣ��ʽ����������䱸�ײ�ɸ��ɷ�ֹ��������
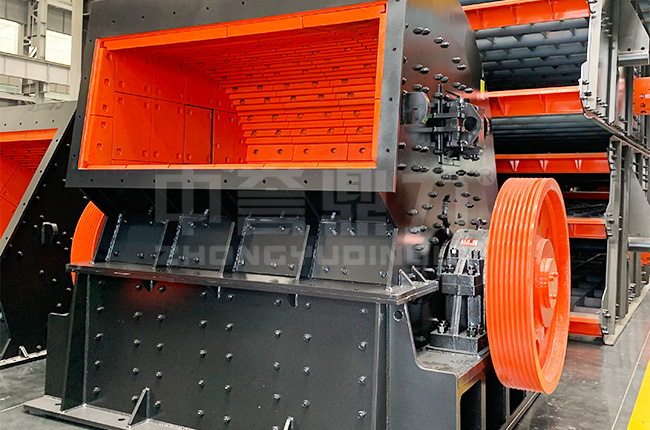
���ø�ǿ�ȵ���ϴ�ͷ�����Խ�Լ���ϣ������˷ѣ���ͷ���Ӵ����м�ǿ�����˿��ȼӿ��������˴�ͷǿ�ȣ��ı��˴�ͳ���͵���ͷ�����Ӷ�����˴�ͷʹ�������Ͱ��ԡ�
ת���Ͻ���װ6ֻ��ͷ���ù��߿ɷ���ؽ��д�ͷ�ĸ���������һ�״�ͷ��ֻ��һ����ε�ʱ�䡣�ײ���ĥǻ����ĥ���ĸ���Ҳ����Ҫ���Ӽ��ɣ�����˼���ά����ʱ��ͷ��á�
���ƻ���ṹ�ܷ⣬��������鳵��ķ۳���Ⱦ�ͻ���©�����⡣��
| �ͺ� | ת��ֱ��(mm) | ���Ͽڳߴ�(mm) | ��������(mm) | �������� | �������(kw) | ���γߴ�(mm) |
| DLPC0910 | 1070��750 | 900��1000 | ��150 | 150-200 | (110-4)��2 | 2600��2200��2050 |
| DLPC1012 | 1255��810 | 1000��1180 | ��200 | 250-300 | (132-4)��2 | 2800��2400��2300 |
| DLPC1213 | 1350��900 | 1200��1280 | ��200 | 300-350 | (160-4)��2 | 2970��2625��2580 |
| DLPC1216 | 1530��920 | 1270��1490 | ��250 | 400-500 | (200-4)��2 | 3070��2840��2580 |
| DLPC1220 | 2000��920 | 1220��1950 | ��250 | 500-700 | (250-4)��2 | 3080��3380��2580 |
| DLPC1622 | 2290��960 | 1580��2150 | ��300 | 600-900 | 630-6 | 4095��3495��2960 |
| DLPC1826 | 2550��1080 | 1875��2490 | ��300 | 800-1200 | 800-6 | 4085��4250��3400 |
| DLPC2026 | 2550��1170 | 2000��2490 | ��300 | 1000-1500 | 1000-6 | 4490��4260��3725 |
ע���������ˡ������֪ͨ��ʵ��������ʵ��Ϊ��
���Ͽڴ�����ǻ�ߣ���Ӧ����Ӳ�ȸߣ���ȴ�Ʒʯ���١�
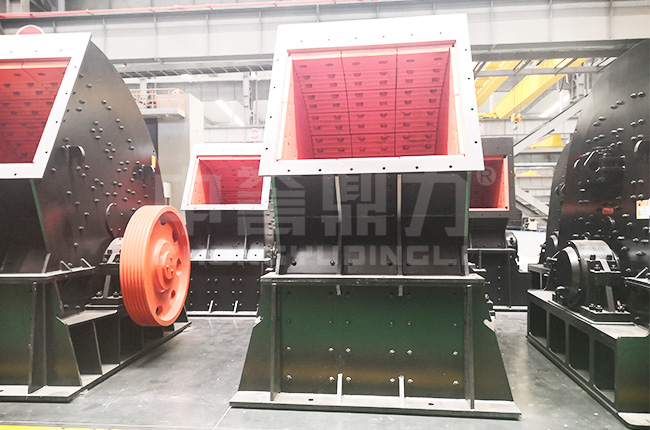
��ʽ��������鹦���������ʸߡ�����ĥ��С���ۺ�Ч�ʸߡ�
�İ��봸ͷ��϶�ܷ�����ڡ����Ƴ������ȡ�������״�á�
�ṹ���ա���������ǿ��ת�Ӿ��д��ת��������
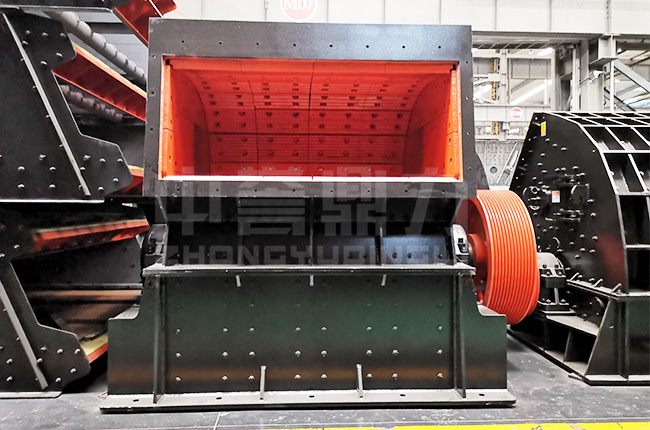
��ʽ���������ʱ���������ת����������ת�����Ͼ��ȵĽ��������ǻ�У����ٻ�ת�Ĵ�ͷ���������˺�����������ϱ����飬ͬʱ��������������������ʹ���ϴӸ�����ת�Ĵ�ͷ��������ڵ��塢ɸ��������ɸ�׳ߴ������������ɸ���ϼ����ܵ����ӵĴ������ĥ��ֱ������������������Ⱥ�ͨ��ɸ���ų����⡣
�ʣ���ʯ������İ�������ʽ��
��1��Ҫ���ڼ�鴸ͷ���ֵ�ĥ��������鿴��ͷ�Ƿ����Ѻ۴��ڣ�������������Ҫ��ʱ�����������ϼ��㱨��
2��ע������������ҪС�ڹ涨�����Ͻϴ����ȣ������ڼ��ŵ���˨�Ƿ��ɶ�����ʧ����ʱ������̡�������
3�����豸�����У�һ������������쳣�������죬�輰ʱͣ�����������������¿�����
4�����ڼ��������£��緢���¶ȹ�������������ͣ����飬����ʱ֪ͨ�й���Ա���м��ޡ�

������������רע��ɽ��е����30���꣬���Ĵ���ÿһ�������豸�������Ŀ�ɽ�豸�����ߡ������ţ��ڿ�ɽ��е�����е������������豸�Բ��������û����Խϵ͵ļ۸��õ����������豸��

�����������豸���ò���ĥ��ֲģ���ϳ���Ĺ��գ����������ϲ��ѹأ�������ȡ�ۺ��ŶӼ��û��ķ������з��Ŷ��Ŵ���ơ���֤����ѧ�����Ļ��ֳ������ͺţ����㲻ͬ�û�����������

�˽�ͻ������ݳ������������ʩ������

����ʩ������ʦ��ʩ�����ȣ����ʱ������û������衣

���������ߵ��������У��Կͻ��ֳ���Ա���м�����ѵ��

���ڿͻ��طã����ֳ�������������Ľ����������������
����632�˳ɹ�����